



【全新视界!】生产线,钢筋切断机货源稳定产品视频,带你领略产品新风尚!
以下是:生产线,钢筋切断机货源稳定的图文介绍


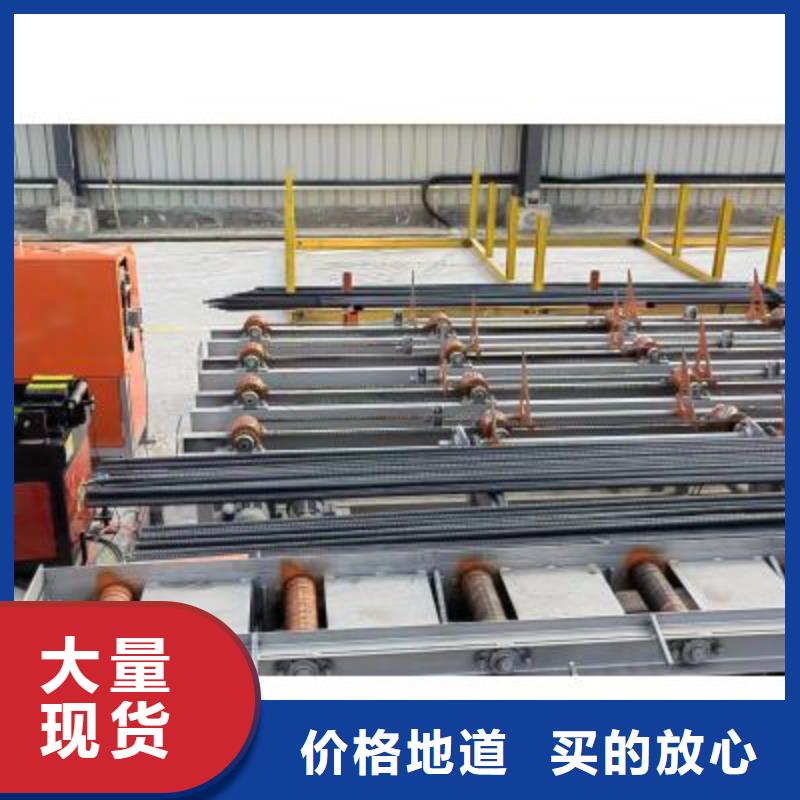
9.开机前应检查设备各紧固件是否牢靠、完好,运动部位是否有障碍物,加润滑油。先空转,观察各部件是否运转良好,听声音是否正常,再开始工作。10.被加工钢筋的端面不缺损、不歪斜、不弯曲,否则须切平后再进行镦粗。11.操作者须牢记压力参数(其参数参照机械说明书),集中精力,掌握在规定的压力的范围内,达到压力立即卸压,严禁超压,确保。12.高压油管严禁超压使用,慎防重压、强弯、利尖物划伤。13.现场施工过程中。应经常清理、调整、养护设备、加工时应注意,并保持加工场地的环境清洁,加工的碎屑应及时整理,做好环保。设备介绍:数控钢筋端面铣平机是我公司自主研发的针对钢筋直螺纹连接丝口处理一款高性价比机器。本机以钢筋平面处理,确保钢筋端面平直一致;提高钢筋抗拉强度,施工速度快,效率高,保证工程质量。为了进一步提率前后两端端铣设备,在使用时架体上可以放置多根的螺纹钢,在前端加工完成后,后端的加工设备开始加工处理;对于两台设备而言均不会存在等待时间。




建贸机械 有限公司已有多年的生产历史,实力雄厚,自建厂至今一直把信誉、质量放在首位。本公司主要产品有【天津河东数控钢筋弯曲中心】。在当前日益激烈的市场竞争中,我厂更将一如既往地追求产品的精益求精,不断加深企业科学管理的力度,提高产品的科技含量 ,不断完善热情的售后服务,期待您的光临惠顾 ,欢迎各界新老客户前来参观、考察、洽谈贸易,愿与您在成功的道路上携手合作,共创辉煌。
。


锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。




很多人在使用带锯床锯条中会问的带锯条的规格,规格参数在带锯条的锯身上有表示。而这一问题还是有人提出造成的原因多是由于带锯条的各项参数对于切割材料和参数影响较大,对于安装规格方面的影响并不是很大。多是对带锯条的不了解造成的。
对于参数安装过程中一般多是调整带锯条的张紧力,当然例如带锯床锯轮的跳动、导向轮和锯条之间的间隙、锯夹到锯条的间距等也是要注意的。
为重要的是即使的发现问题,这非常有助于解决带锯床锯条报废率,比如带锯条的断带,它的发生时需要一个过程的,因此正常情况下发现有问题需要即使的修复,使用焊接等方法解决,如果不注意在小口时候的解决就会发生断带。带锯条的更替使用时有很多好处的,不仅可以将应力释放还可以在检查的过程中发现问题。


